


目次
醸造過程
ビール造りは「製麦」→「糖化」→「煮沸」→「発酵」→「熟成」の工程で作られます。
①製麦(セイバク)
ビール造りは麦芽(モルト)から始めます、モルトに含まれた糖分がアルコールと炭酸になりそこからビールの香ばしい香りが生まれます。
この過程では、粒内に酵母を生成・活性化させると同時にデンプンやタンパク質などの貯蔵物質を分解しやすい状態にさせます。精麦とは大麦を発芽させる事によってデンプンを糖類に分解するアミラーゼやタンパク質をアミノ酸に分解するプロテアーゼなどの酵素をより多く作る工程です。
麦を乾燥させて発芽を止めることで出来上がるモルトの種類が決まります。ビールの色は麦芽で決まるため色麦芽やこの精麦の工程のやり方で変えることが出来ます。
原料粉砕
麦芽の養分を出来るだけ多く取り出すために麦芽はまず粉砕されます。粉砕の目的は麦芽と温水との接触面積を増大させることによって抽出効率を上げる事です。粉砕が細かすぎると渋味や雑味などを抽出しやすくなるので注意が必要です。

②糖化(トウカ)
細かく砕いた麦芽や副原料を熱湯に入れて麦汁を作ります。糖化の過程で麦汁の糖度が上がっていくことでアルコール度数やボディの強さに影響します。この過程で重要な要素は温度でまず最初に45℃〜50℃に保ちタンパク質の分解を行います。タンパク質が分解されたあとは仕込みのメインとなるデンプンの糖化となります、まずデンプンに水を吸収させその後温度をあげ75℃〜80℃に達すると糊化現象を示し糖化が終了します。実際の仕込みでは糖化の最適温度は65℃付近と言われています。
糖化温度によるボディの違い
60度から63度くらいの低温で糖化をするとボディは弱くなり、68度から72度くらいの温度で糖化をするとボディが強くなります。これは麦芽由来のαアミラーゼとβアミラーゼの活性化する温度の違いによりデキストリンの残留度が変化するためと言われています。
麦汁循環(ローターリング)
糖化が終わったあとの麦汁は麦芽カスが浮いた濁った状態になるので、糖化した麦汁を循環させることである程度クリアにすることが出来ます。ある程度クリアになった段階で次の工程の煮沸となります。
またロイター版の上に綺麗な麦芽層を作ることで次のスパージングによる麦汁の抽出にも関わってくる工程になります。
仕込み釜に入れたたばかりのの原料は「マッシュ」と呼ばれるおかゆのようなドロドロの状態になり麦芽自体の酵素により分解されデンプンから糖になっていきます。このマッシュへの熱負荷のかけ方によっても味が変わりインフージョン法やデコクション法などのやり方があります。
インフュージョン法
徐々に温度を上げて煮沸しない方法で、麦汁への熱不可を少なくした糖化で淡い味わいのビールに向いていると言われています
デコクション法
糖化しにじっくりと熱と時間をかける方法で、マッシュの一部を煮沸し残りのマッシュにもづすことで温度上昇を行わせこの操作を繰り返します。濃色系のビールで用いられる方法です。
スパージング
スパージングは麦芽の糖分を抽出するために、糖化釜の上から75度くらいのお湯を追加していくことで麦汁を抽出する作業になります。麦層が崩れないようにゆっくりと上から注ぎます。
③煮沸(シャフツ)
糖化を終えたマッシュは粘性が低下しサラサラした感じになります。この時に残った不溶物をロイターと呼ばれる濾過層を用いて濾過して煮沸を行い、ホップを加えます。麦汁煮沸の目的はホップの苦い未成分とホップ香の精油成分を麦汁に溶かし込むとことで、このホップの投入によってビールの風味が変化します。濾過後の麦汁はスウィートウォルト、ホップ投入後はビターウォルトと呼ばれ甘い味からビールに近い苦い味に変化していきます。
煮沸が終わったらワールプールでオリを沈澱させてから、冷却して発酵タンクへ麦汁を移動します早すぎても遅すぎても良くないのでポンプのスピードを調整して温度をある程度下がった状態で移動させます。
WP(ワールプール)
煮沸の終わった麦汁をかき混ぜることでホップ粕やタンパク質を沈澱させる工程
*煮沸を終えたらこのあとの工程には細心の注意が必要です、雑菌や空気に触れるとそこから感染を起こしビールの仕上がりに影響を及ぼします。
また濾過した時に残ったビール粕は牛のエサで使用する事が出来ます。

④発酵(ハッコウ)
麦汁の温度を下げた状態で発酵タンク酵母を加えます。この時に加える酵母によってビールの特徴が変わります。エール酵母の場合が16〜24℃で3〜4日発酵、ラガー酵母の場合が10℃前後で7〜10日発酵とさせます。この時に糖度が多いほどアルコール度数の高いビールが出来ます。
この工程でアルコールが生成され同時に発生する炭酸ガスが溶け込みます。

OG 発酵が始まる前の麦汁の糖度
FG 発酵が終わった後の麦汁の糖度
| スタイル | OG | FG | ABV |
| ラガー | 1.024〜1.040 | 1.002〜1.008 | 3.5〜4.5% |
| ピルスナー | 1.044〜1.056 | 1.014〜1.020 | 4.0〜5.0% |
| ペールエール | 1.044〜1.056 | 1.008〜1.016 | 4.5〜5.5% |
| ボック | 1.066〜1.074 | 1.018〜1.024 | 6.9〜7.5% |
| バーレイワイン | 1.090〜1.120 | 1.024〜1.032 | 8.4〜12.0% |
発酵度 0G ー FG / OG ー 1 × 100% EX) 1.040-1.008/1.040-1 ×100=80%
アルコール度数 (FG ー OG) × 131 EX) (1.040-1.008)×131=4.192%
⑤熟成(ジュクセイ)
熟成の温度と期間によって炭酸ガスが液体に溶け込みビールが完成します。この熟成によって香りや風味が落ちつき残った酵母が沈澱し上澄液が澄んできます、また炭酸ガスが液体に溶け込みます。
カーボネーション
現在では強制カーボネーションと言って発酵タンクにガス圧をかけて炭酸づけするブルワリーが多いです。酵母の作り出すナチュラルカーボネーションでおこなうブルワリーもあります。

ビールの原材料
ビールは麦芽、ホップおよび水を発酵させたものと定義されていて麦芽の比率が50%以上、副原料の比率が5%以上かどうかで発泡酒と区別されています。
麦芽
ビール醸造ではデンプンが多く、酵素力の強い大麦が使用されます。どの生産地かどの種類かによって仕上がるビールの品質に影響します。
二条大麦
穂を上から見ると実が2列に並ぶ品種でデンプンが多く、タンパク質が少ないのでビールに向いています。
六条大麦
実が6列に並ぶ品種で、デンプン含有量が少ないがアメリカでは良く使われます。
スペシャリティーモルト
ビールの風味や特別な風味づけをする時に使われます。
| ブラックモルト | 色付けに使われる |
| チョコレートモルト | ナッツやトーストのような風味が加わる |
| カラメルモルト | ビールのボディを豊かにし泡持ちを良くします |
| ローステッドバーレイ | コーヒー豆に似た焙煎風味を強くする |
| カラピルス | ボディを豊かにする |
| マイルドモルト | アンバー色を付ける事が出来る |
| ミュンヘンモルト | 深いアンバー色とモルトの甘さをだす |
ホップ
苦味、酸味、爽やかさなどのフレーバーの素で重要な役割を担います。自家栽培の生ホップをつかう醸造所もありあます。中に入っているルブリンにはビールの泡立ちを良くする効果もあります。様々な種類がありそれぞれ特徴がありますが代表的なものを挙げます。
| ファインアロマホイップ | 香りが穏やか |
| アロマホイップ | 香りが強め |
| ビターホイップ | 苦味が強い |
| 品種 | 用途 | 特徴 | スタイル |
| カスケード | A/B | 柑橘系のアロマと苦味のバランスが良い、ドライホップとして使用される | ペールエール、ポーター IPA、スタウト、 |
| ケントゴールディンクス | A | ハーブを感じさせるまろやかなアロマ | スタウト、ペールエール |
| ナゲット | B | 深くしっかりとしたフローラルと、ハーブを感じさせるまろやかなアロマ | ラガー以外のすべてのスタイル |
| センティニアル | A/B/D | ほのかなシトラスの香りを持つアロマ | アメリカンエール、アメリカンウィード |
| ギャラクシー | D | シトラス系のスッキリとしたフレーバー | ペールエール、アンバーエール |
| 信州早生 | A | ザーツの雌株とホワイトパインの雄株を交配した日本のホップ | ペールエール、アンバーエール |
A アロマホップ Bビタリングホイップ Dドライホイップ
| ペレット | ホップを粉末状にしてから、円筒状に加工したもの |
| ホールホップ | 生のホップの形を残したま乾燥させたもの |
| フレッシュホップ | 採れたての生ホップ、水分量が多い為すぐに腐敗する為 冷凍して使用する場合もある |
CRYO(クライオ)HOPとは?
クライオホップとはホップの苦味や香り成分を濃縮したホップのことです。少量でアロマをつけたい場合に使用します。
その他
水
水はビールの90%以上を占める原料でビール造りに使われる水は醸造用水と言われます。軟水か硬水かで特徴も違い、ピルスナータイプは軟水、弱ホップで重厚な味わいのタイプは硬水が向いていると言われています。
日本の水は軟水ですので、ピルスナータイプのビールを作るのに適していると言われています。一方イギリスはカルシウムやマグネシウムが多く含まれる硬水なのでエールビールを作るのに適しています。
水処理技術により水の硬度は自由に調整できるようになっています。
副原料
① 果実
②コリアンダーまたはその種
③ビールに香り、又は味をつける為に使用する次の商品
- こしょう、シナモン、クローブ、さんしょうその他の香辛料又はその原料
- カモミール、セージ、バジル、レモングラスその他のハーブ
- かんしょ、かぼちゃその他の野菜(野菜を乾燥させ、又は煮つめたものを含む。)
- そば又はごま
- 蜂蜜その他の含糖質物、食塩又はみそ
- 花又は茶、コーヒー、ココア若しくはこれらの調製品
- かき、こんぶ、わかめ又はかつお
* 厚生労働省HPより引用
酵母
糖分を分解してアルコールと炭酸ガスを作るだけでなく、エステルも生み出します。使用する種類や量、温度管理が個性的なビールを生みだします。
上面発酵酵母 15℃〜25℃で発酵してフルーティな味わいを作り出します
下面発酵酵母 10℃以下で爽快ですっきりとした味わいを作り出します
液体、および粉末タイプなど様々な種類がありますが代表的なものを挙げます。
| エール酵母 | 上面発酵用ビール用 |
| ラガー酵母 | 下面発酵用ビール用 |
| ヴァイツェン酵母 | 小麦を使用したエール酵母 |
| 下面発酵用ドライラガーイースト | 11〜15℃で時間をかけて発酵 |
| 上面発酵用エールドライイースト | 発酵力が強く発酵の見極めが重要 |
| プレミアムエールイースト | 高温短期発酵のエールイースト |
| ドライウィートビールイースト | 小麦ビール専用のイースト |
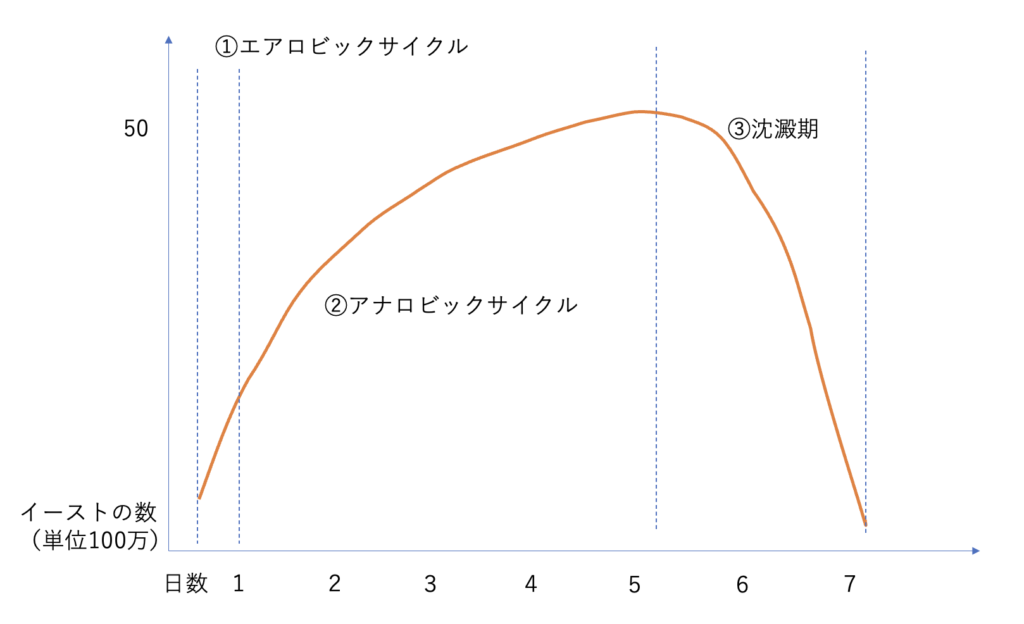
酵母の活動
酵母は様々な種類がありますが発酵に関わる数日間でその数を何倍にも増やしながら一通りのサイクルを完了します。
①エアロビックサイクル(好気性の過程)
呼吸活動して増殖する為のエネルギーを蓄積します
②アナロビックサイクル(嫌気性の過程)
蓄積したエネルギーを使いながら糖をアルコールと二酸化炭素に変化させながら浮遊し拡散していく
③沈澱期
活動を終えた酵母は凝集しながら発酵容器の底に沈澱し、その後は休眠状態となります。
酵母の環境
酵母が速やかに活動を開始して増殖していく環境づくりも重要となります。その為の要素として以下のものが挙げられます。
①温度
上記にもありますが酵母の種類によって異なりますが、上面発酵のエールイーストならば16℃〜24℃、下面発酵のラガーイーストならば2℃〜10℃のときに活動が活発になります。これらの温度から外れると酵母は死んでしまうか活動を停止してしまいます。
②PH
酵母はPH5.0~5.5の酸性を好みます、発酵が進むにつれてPHは下がっていきます
③酸素
酵母が増殖を始める初期の段階では呼吸活動のための酸素が必要です。酵母は麦汁に溶け込んでいる酸素を取り込んで呼吸するので煮沸した麦汁に酸素を足します。
*ドライイーストの多くは培養過程で酸素を沢山供給されているので酸素の供給に関してはそれほど心配はいらないとの報告があります
④健康状態
酵母のパッケージングや保管方法も関連しているので、冷蔵庫で保管したほうが良いです
オフフレーバー
ビールの醸造過程や保存法上に問題があると発声する香りで味わいを損ねる事があります。ビールは1500種類以上の化学成分から成り立っているためちょっとした原因で嫌な匂いに変わることがあります。
| 種類 | 特徴的な匂い | 発生原因 |
| ①硫化メチル | 煮込んだキャベツの匂い | 煮沸時間の短縮 |
| ②ダイアセチル | バターやキャラメルの匂い | 製造の問題 |
| ③イソヴァレリアン酸 | チーズの匂い | 古いホップの使用 |
| ④酸化臭 | 湿ったダンビールの匂い | 高温の場所での保存 |
| ⑤日光臭 | スカンク臭 | 光が当たる |